
経営者に、聞く。LEADER INTERVIEW
“思春期”を繰り返して前へ

PROFILE松澤功藝株式会社代表取締役社長佐郷 充啓氏
甲子園のお膝元で産声を上げた家具店は、
80年あまりの歴史を重ねるなかで、
より広く人々の生活を支えるようになった。
高度経済成長期にはシステムキッチン。
第二次ベビーブームのころには学習机。
世情に合わせ異なる活路を開いた企業は、
いま新たな“思春期”を迎えている。
含蓄ある言葉の意味を、経営者に尋ねた。
電電公社がつないだ キッチン業界との縁
棚板、扉、引き出し、側板―大手システムキッチンメーカーのパートナー企業として、年間数十万点にもおよぶキッチン部材や家具部材を供給する松澤功藝。伊丹の本社に加えて、千葉県とインドネシアに子会社を置き、いまやグループ全体で約700名もの従業員を抱えるが、そのルーツは阪神甲子園球場のそばにあった小さな家具店・松澤木工所に見出せる。
現在の佐郷充啓社長の祖父で、7人の子宝に恵まれた創業者の松澤政英氏は、家族、お抱えの職人らと百貨店向けの家具製造に奔走。
珍しいところでは木製冷蔵庫の筐体まで手がけており、戦中から戦後にかけての時代の荒波を乗り越えてきたことがうかがえる。
松澤木工所が松澤功藝に衣替えしたのは、1956年(昭和31)のこと。
高度経済成長期の始まりと歩調を合わせるように飛躍せんとしていた会社の黎明期について、佐郷社長はこう語る。

目視によるチェックで品質を担保する
「松澤木工所のころから、我々は電電公社に電話台を卸していました。電電公社のことですから、業種を問わずさまざまな会社とのパイプがあったのでしょう。先方の担当者から祖父に『キッチンメーカーが部材の協力工場を探している』と声がかかった。ちょうど復興期を過ぎ、団地の建設ラッシュが訪れつつあった時期です」

製品の仕上げに特化した本社工場
近代的な住環境を求める声に伴う、システムキッチンへのニーズの高まり。そして、規格品の大量生産・大量消費へと向かう潮流。この両者が噛み合うようにして、松澤功藝の歩むべき道筋は決定づけられた。のちに大口顧客となるキッチンメーカーの協力工場としての地位を得たのが1960年(昭和35)。家内制手工業さながらの木工所はほどなく手狭になり、数年後には伊丹に拡張移転を果たした。
メーカーからは続々と注文が入り、キッチン事業が売上全体に占める割合は年々増大。拡大路線を好んだという政英氏の性にもあったのだろう、生産設備もおのずと大型・複雑化し、キッチンキャビネットを構成する素材も無垢の木からパーティクルボードへ移り変わろうとしていた。

少量多品種に対応すべく製造機器も機を見て充実させている
「木片を成型した工業製品の登場で職人の世界は一変し、大量供給が可能になりました。ところが70年代に入り、祖父は現状に甘んじてはいけないと感づいた。材料を受け取り、切断や穴開けをして、1工程につき10円といった工賃を受け取るだけでは、いつまでも下請で終わると危機感を募らせたのです。いわば会社の『思春期』ですね」
思春期の思い悩みを脱するための答えは西ドイツ・ハノーファーにあった。

豪快な創業者の勇断と 理知的な2代目の英断と
国内外の展示会や経営者の会合に、積極的に顔を出していた政英氏。会社が競争力をつけるうえで画期となったのが、単身渡独して参加した木工機械の展示会だった。
たった1枚の化粧ボードを「コ」の字に折り畳むようにして引き出しを完成させる技術、その名もVシュプラーデを目の当たりにしたのだ。Vシュプラーデは従来のように複数部材を接合する必要がない。つまりは大幅な工数削減が見込まれた。当時の国内に同様の技術を持つ企業はなく、画期的な工法といえた。

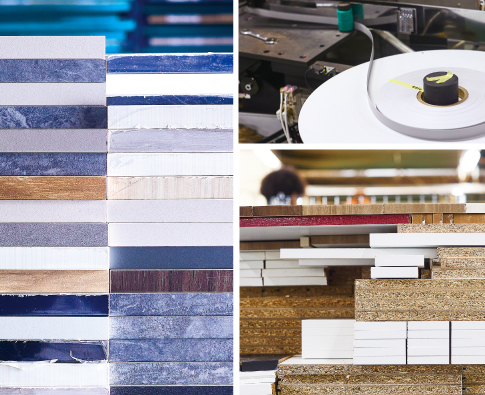
シート貼付ラインを通過した部材は、美しい化粧ボードに姿を変える
「その場で惚れ込んだ祖父は、ドイツ語もできないのに工場へ直談判に走りました。なんとか代理店の紹介を取りつけ、生産機器一式を日本に輸入して製造を始めたのが1975年(昭和50)のことです」
引き出しの生産効率化を急いだ背景には、競合との差別化にとどまらない明確な理由があった。ベビーブームを受け、複数の引き出しを備えた学習机への引き合いが急拡大していたのだ。機器導入には大枚をはたいたが、政英氏は「お金を刷るようなもんや」とどこ吹く風。その言葉通り、Vシュプラーデは松澤功藝の「中興の祖」となり、団塊ジュニアの学習環境整備に裏方から貢献したのである。

出荷を待つ製品は顧客の求めに応じて整然と並べられる
新たな武器を得た会社は安定成長期に入った。80年代終盤から90年代初頭にかけては、関東とインドネシアに2つの工場を新設。
この間に学生時代を送った佐郷社長も、アルバイトとして活気づく現場を体験した。しかし、3拠点で「お金を刷る」公算もむなしく、時を置かず訪れたバブル崩壊で需要は急落、松澤功藝は大打撃を被る。
火中の栗を拾う形で経営を引き継いだのが、政英氏の次男にあたる和田宏氏だった。
理系肌の新社長は関東工場を一時的に倉庫に転じ、余剰生産を圧縮。さらに規格品の売れ行きが頭打ちになっていることを早々に見抜き、少量多品種に対応できる設備投資を講じて、企業体質の健全化を図った。

第二の“思春期”を迎え 祖業への原点回帰を期す
平成期のキッチン業界は、製品の色柄から寸法まで多様化の一途をたどった。画一的なものは徐々に敬遠され、十人十色の空間づくりが好まれるようになったのだ。そこで和田氏は合理化策の一環として、キッチンの表情を左右する化粧シートを部材に巻きつける技術に磨きをかけた。材の表面のみならず、切断面までを覆うことのできる会社は同業を見渡しても決して多くないといい、これが製品の高付加価値化につながった。
さらにはインドネシア工場を半製品の供給基地と位置づけ、化粧加工は本社工場に、組み立ては関東工場を発展させた子会社・エムティエスにと分業体制を敷くことで、より効率的な生産スキームを目指した。
たとえ年間数点しか出荷のない品番も取り揃え、理想の空間を演出
こうした流れを継承したのが、不惑にして松澤功藝の門を叩いた佐郷社長だ。電機メーカーのプログラマーとして社会人生活をスタートさせた経験を活かし、受発注、在庫管理、経理と社内のあらゆる業務をシステム化。
なかでも特筆すべきは生産管理システムで、「山ほどある」色柄ごとに受注内容をまとめ直して材料ロスを防いだり、完成部材を後工程の手順通りに整理したりと、経済性と顧客ニーズの両面にメリットをもたらした。
2019年から現職にあるが、いまも生産の前線に目をやりつつ勤怠管理システムなどを構築。「現役プログラマー社長」を貫く姿には頭が下がる。

社長室を社員の休憩室に改装。自分たちの製品がどう使われているかが分かる
先達が培ってきた技はそのままに、松澤グループをより骨太な企業体に変革してきた佐郷社長。とはいえ、都心部のタワーマンション入居率が減速傾向にある現実を前に慢心はない。
「これまではOEMを主戦場にしてきましたが、自走する組織にしないと。幸いにして経済成長の続くインドネシアでは、学習机、食器棚、テーブルなど完成品の製造実績も増えてきました。ですから、今後は逆輸入の形で松澤ブランドを世に送り出すのが目標です。それこそ思春期の再来かもしれませんね」
柔和な表情を崩すことなく、それでいて理路整然と大志を語ってくれた3代目。半世紀越しの思春期は、どのような原点回帰を見せることだろうか。
What is
3つの拠点が可能にするシナジー効果
地域密着型の“オール松澤”体制で ビジネスを多角化

本社、エムティエス、インドネシア現地法人と、分散型のものづくりを行う松澤グループだが、バブル崩壊、アジア通貨危機、リーマンショックなど、時々の経済情勢の影響で早晩に成果を挙げるには至らなかった。
だが、数々の試練に見舞われても折れずに操業を続けた結果、廉価部材は500人規模の従業員を抱えるインドネシア、少量対応は多様なラミネート加工を得意とする本社工場へという図式が確立。そこに組み立て機能をなすエムティエスが加わることで、細かな部材に化粧扉、キッチンキャビネットまでをまかなえる対応力を備えるまでになった。近年、佐郷社長をして「放蕩息子が孝行息子に変わった」と言わしめるほど伸び盛りなのがインドネシア工場。
3Dモデリングを駆使したオリジナル家具の企画・開発が実用段階に進んでおり、本社の営業部隊との連携も加速しつつある。松澤ブランドは、まさに胎動の時を迎えているといえよう。また、いずれの拠点も地域雇用を生み出している点も見逃せない。
「地元に根差して働いてもらいながら、その気になれば海外ビジネスや経営の面でキャリアを積むこともできる。そんな企業でありたいんです」。
人々の生活に密着した商材を扱うだけに、秘められた可能性は大きい。佐郷社長の思惑が形をなすとき、松澤功藝はより手数の豊富な企業になるはずだ。
企業情報
松澤功藝株式会社
1943年(昭和18)創業の木製家具・家具部材メーカー。国内外の生産拠点を機動的に組み合わせることで、主力であるキッチン部材から楽器まで幅広い商品の少量多品種製造を可能にしている。大手システムキッチンメーカーを主要顧客に抱え、年間数十万点単位の納入実績を誇る。
伊丹市鴻池7-1-45
tel:072-781-5001
fax:072-781-1833

沿革
- 1943年
- 西宮市鳴尾町で松澤政英が松澤木工所を創業
- 1956年
- 松澤功藝株式会社に改組、松澤政英が代表取締役に就任
- 1960年
- タカラスタンダード株式会社の協力工場となる
- 1966年
- 本社を現在地に移転
- 1975年
- ドイツからシステム抽斗・Vシュプラーデを導入し、製造・販売開始
- 1988年
- 千葉県山武市に関東工場を新設
- 1991年
- インドネシアに合弁企業・PT.Matsuzawa Pelita Furniture Indonesia(MPFI)を設立
- 1992年
- 関東第二工場を新設、和田宏が代表取締役に就任
- 1995年
- ジャカルタ事務所を開設
- 2000年
- ラッピング化粧扉の生産開始
- 2002年
- 関東工場を株式会社エムティエスに改組し、システムキッチンの加工・組立を開始
- 2011年
- ジャカルタ事務所をカラワンに移転
- 2019年
- 佐郷充啓が代表取締役に就任